


自動化沖壓生產過程中,為確保沖壓制品的品質,既要求有高精度的沖床、送料設備及模具,又要求有高質量的沖壓材料。因此在沖壓前,必須對材料進行整平,消除其內應力,提高其平整度。而二合一料架兼整平機集材料架與整平機兩者為一體,整機采用鋼架結構一體化成型,具有整平精度高、結構緊湊、占地面積小、操作方便、價格實惠等優點,成為沖壓自動化生產線首選設備。
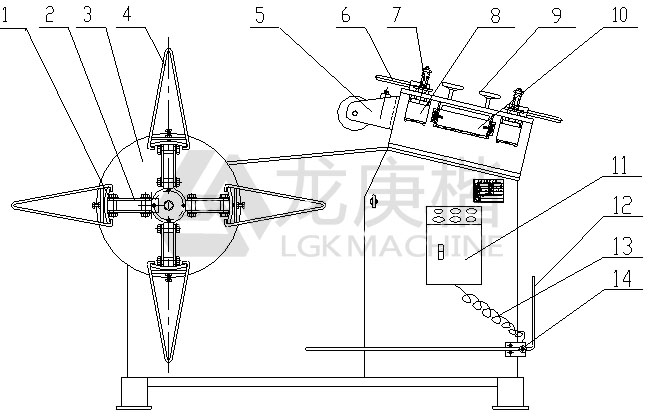
1.瓦板 2.連桿 3.圓盤 4.A型鐵 5.扶座 6.提升手柄 7.壓料彈簧 8.單軸滑座
9.調整裝置 10.三軸滑座 11.電控箱 12.感應桿 13.感應線 14.感應軸
二合一料架兼整平機基本結構圖,包含材料架及整平機兩個部分。
1、材料架部分的型式及工作原理
二合一料架兼整平機的材料架部分為有動力型和無動力型兩種形式,同時若材料彈性大、厚度大時,可在材料架部分加裝氣動壓料臂,在料卷擴張時壓緊卷料,防止材料散料,同時增大材料與材料架瓦板間的摩擦力,從而避免因材料打滑而放不開料以及磨損材料表面。
(1)有動力型材料架。有動力型材料架由馬達通過減速機皮帶帶動主軸,主軸帶動材料架瓦板旋轉,從而實現放料開卷的功能。為保證與整平部分同步,有動力材料架加裝光眼或24V感應架控制料架的開停,當材料下垂至一定弧度,接觸感應架或遮擋光眼時,材料架會立即停止運轉,當材料離開感應架或不遮擋光眼后,材料架會重新運轉送料,完全實現自動化開停。
(2)無動力型材料架。無動力型材料架即在材料架部分不配備電箱,沒有馬達提供動力,其送料功能的實現通過二合一整平部分拉動,整平部分在整平材料的同時拉動材料向前運動實現的。為確保材料架運行時的穩定性,在主軸上設有環抱式膠皮剎車,通過手輪旋轉來調節制動器改變主軸的松緊程度,以手輪的松緊感覺及觀察材料來調節送料平穩度,從而消除整平部分牽引時帶來的慣性自轉避免卷料松散。
2、整平機部分的工作原理
二合一料架兼整平機的整平機部分由整平機傳動部件與底座兩部分組成。整平機的傳動機構由馬達、傳動減速機、減速機出軸端鏈輪、傳動整平架上鏈輪傳動軸和齒輪以及整平滾輪、入料滾輪組成。其整平作業由入料滾輪與整平滾輪完成,在整平調節前需對入料滾輪進行調節以確保材料通過時不打滑。
在使用二合一料架兼整平機,需依照材料自身的厚度、韌性(內應力)來對整平調節手柄進行調整,確保原材料達到整平度要求。調整時需觀察整平效果,若效果不好,則要加大整平滾輪下壓程度,但需特別注意壓下速度要平緩,且壓下量不宜過大,否則會導致材料兩邊產生波紋,同時留下滾輪的痕跡,因此調節時需細心多次反復調節。
本站關鍵詞:昆山送料機 沖床送料機

